新開発品
押出成形機・射出成形機部品用電気炉
樹脂加工の現場で必ず作業しなければならない押出成形機や射出成形機などの金属部品に付着した樹脂の除去・処理を大幅に省力化出来ます。




紹介動画
主な用途
ブレーカープレート・ダイス(金型)・分割式スクリュー・ノズルなど
(樹脂関連に限らず様々な金属部品などに使用できます)
東リツ電気炉の特徴
- 幅851x奥行き867x高さ806 重量110KG
- 処理温度:~500℃(処理時間・温度は樹脂により異なります)
- 定格:200V 三相 3.3KW
- 樹脂押出成形機用ヒータで長年実績がある、TORITSシーズヒータを熱源として加熱致します。
- 従来の危険と手間が伴うバーナーでの手作業と比べ格段に作業が安全で楽になります。
- 薬剤を使用しませんので、金属部品を傷めたりする事がなく薬液の処理も必要ありません。
処理作業の一例 before-after
<参考ワーク>ブレーカープレート/樹脂材質:ポリエチレン 処理温度500℃ 処理時間3時間
|
処理前 |
 |
処理後(処理完了後エアブローのみ) |


※ご使用の樹脂によっては完全に除去できない場合があります。サンドブラストを併用すると完全に除去できます。
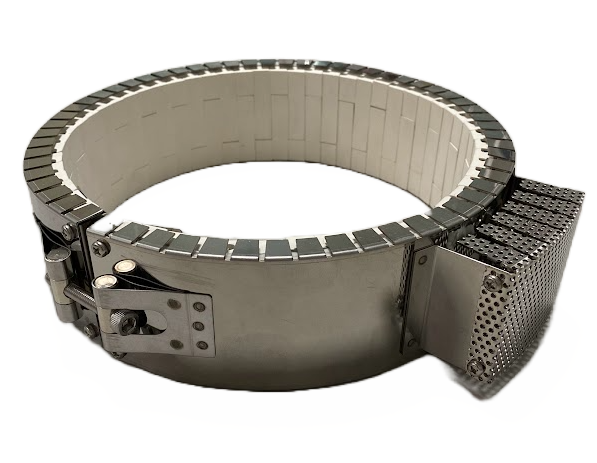
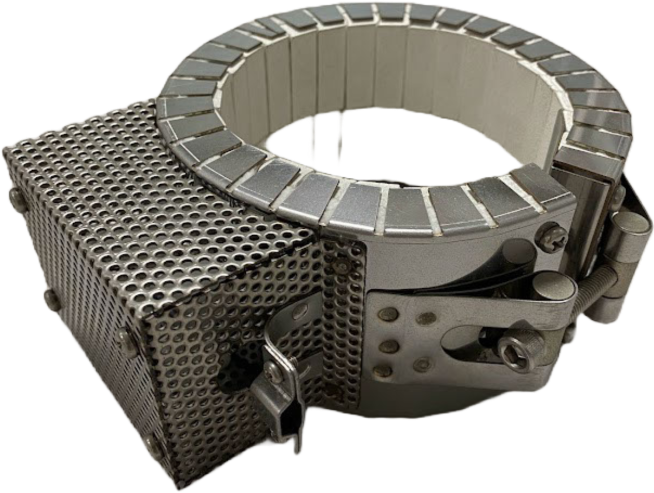
セラミックヒータ
TORITS セラミックヒータはお客様のご要望にお応えして、弱点であった高温時の絶縁抵抗の低下を防ぐ改良を施し、樹脂の成形技術向上に大きく寄与したヒータとなっております。
特徴
- 特殊なセラミック素材により最高使用温度700℃の素早い昇温性と熱伝導性、高温での良好な絶縁特性を実現
- セラミックピースからの直接の熱伝導に加え、遠赤効果により対象物の均熱化
- 保温カバーに使用している断熱材を用いて省エネ&CO2削減に寄与
- 応答性が良く、ご指定の温度まで他ヒータよりも早く到達させることが可能
用途
- 高温成形が必要な樹脂押出機・射出成型機のヒータ
- その他加熱が必要な機械
- 各種シリンダー、タンク など
用途
- 最小径:Φ60mm 最小幅:32mm(ヒータ幅は15mmの倍数+3mmとなります。)
- 電流値:1回路あたり最小3A 最大7A 計25A
- 最大W密度:6W/㎠
ECOカバー
TORITS ECOカバーは厳選された素材により、断熱性・保温性・安全性・環境性・経済性を実現した保温カバーです。
特徴
- 優れた断熱性、保温性により高騰した電気代に対応
- 大幅なCO2削減により地球環境を改善
- TORITS各種ヒーターに取り付けることにより温度の安定性から精算機の安定した品質に寄与
- お客様のご要望に応じた仕様、形状での製作が可能
- 不燃性素材を使用し、安全性の向上
- 簡単着脱でメンテナンス性の向上

用途
- 樹脂押出機・射出成型機のヒータ、熱交換器
- その他ヒータを使用した機械
- 各種シリンダー、配管、バルブ、タンク
など
ラインナップ
| 耐熱温度タイプ | |||
|---|---|---|---|
| ~200℃ | ~400℃ | ~650℃ | ~1000℃ |
生地
| ・シリコンガラス | ~250℃ |
| ・アルミガラス | ~250℃ |
| ・テフロンガラス | ~250℃ |
| ・ガラス | ~500℃ |
| ・シリカ | ~1000℃ |
断熱材
| ・グラスウール | ~250℃ |
| ・ニードルウール | ~500℃ |
| ・ロックウール | ~650℃ |
| ・スーパーウール | ~1000℃ |
仕様
| ・マジックテープ ~250℃ |
| ・留め金具 |
| ・ガラス紐 |
| ・ガラス糸 |
| ・ステンレス糸 |
ECOカバー有無による省エネ効果
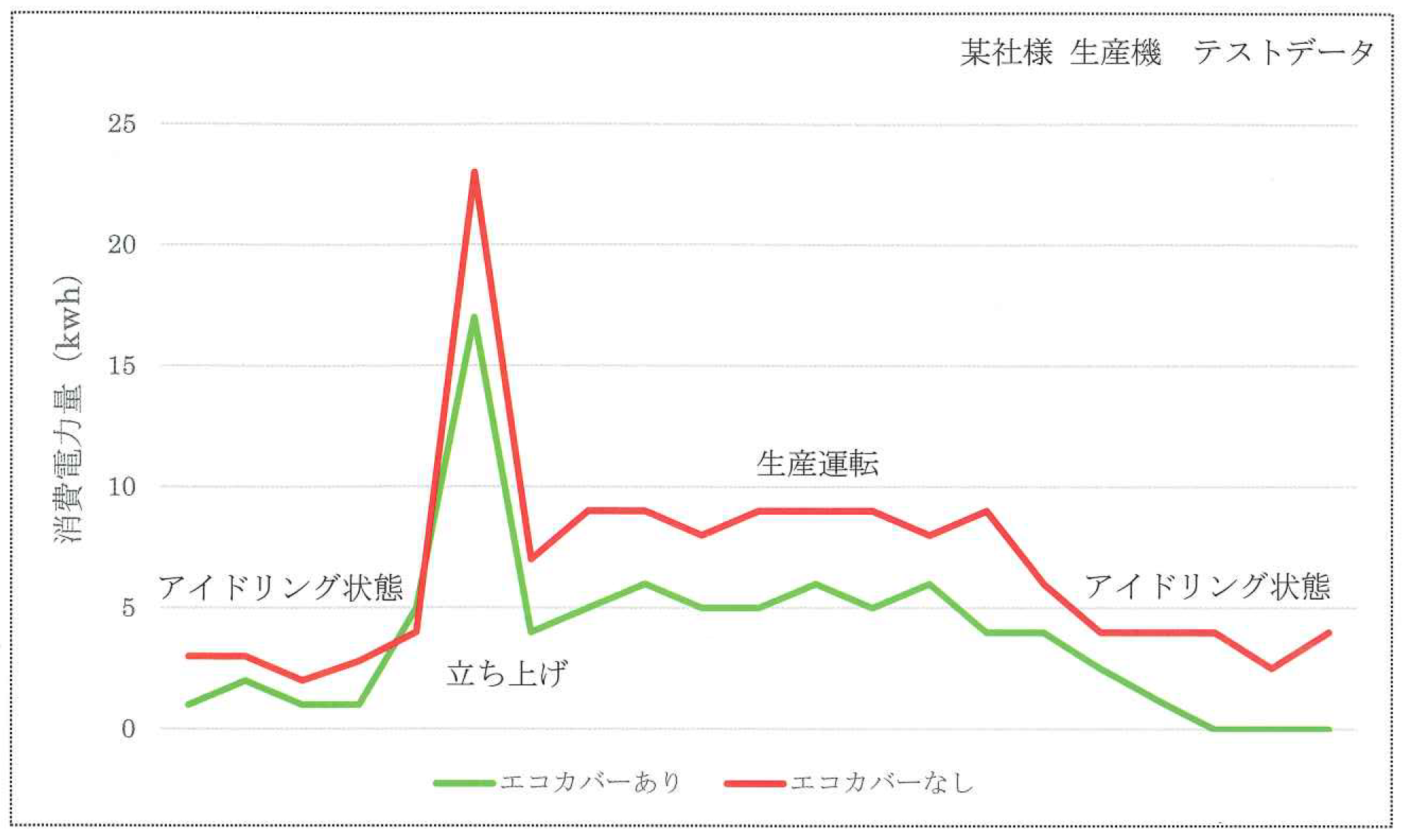
費用対効果が高く、ご採用頂いた弊社のお客様のデータでは約17%の電気料金削減が出来ており、初期導入費用も概ね1年で回収が出来ています。
削減効果の一例
ヒータ温度 (総容量 約50KW)
成形時 220~275℃
休止時 120℃
| 電気代 | CO2排出量 |
|---|---|
| 42,000円/月削減 504,000円/年削減 |
1.15t-CO2/月削減 13.80t-CO2/年削減 |
※電気料金:20円/kwh CO2排出係数:0.000546t-CO2/kwhと仮定